



我们的现场实拍视频将带您走进 焊管畅销当地产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是: 焊管畅销当地的图文介绍


直缝焊管清洗方法 直缝焊管如果生锈会影响其正常使用,发现直缝焊管如有锈蚀,需及时清理。下面是一些清理直缝焊管的方法: 一:首先我们能够运用溶剂或者是乳剂来清洗直缝焊管的外表,这种方法关于直缝焊管外表所存在的油和油脂或者是尘土、等有机物是十分有效的。 二:其次关于直缝焊管外表生锈的状况我们能够用钢丝刷等东西对直缝焊管的外表进行打磨,从而达到除锈的目的。 三:还能够选用喷射的方法,运用这种方法不光能够彻底的铁锈、氧化物以及污物,而且直缝焊管在磨料凶狠的冲击下和磨擦力的作用之下,还能够到达所需求的平均粗拙度。



鹏鑫钢铁(婺城区分公司)共占地面积30亩,是一家集设计、制作、安装为一体的大型 无缝钢管公司。拥有现代化的 无缝钢管铸造生产线和配套设备,公司将竭诚满足客户不同层次的需求,使客户能以实惠的价格获取新颖、别致、富有创意的设计方案及质量的产品和服务。
我们的宗旨始终是:注重客户需求,重视工艺创新,以其品质和诚信服务,为社会创造优质 无缝钢管!创造一个绿化、美化、生态的人居环境;营造一种文明、高雅、时尚的文化氛围;本公司将与广大客户一道,携手共进,共创美好未来!


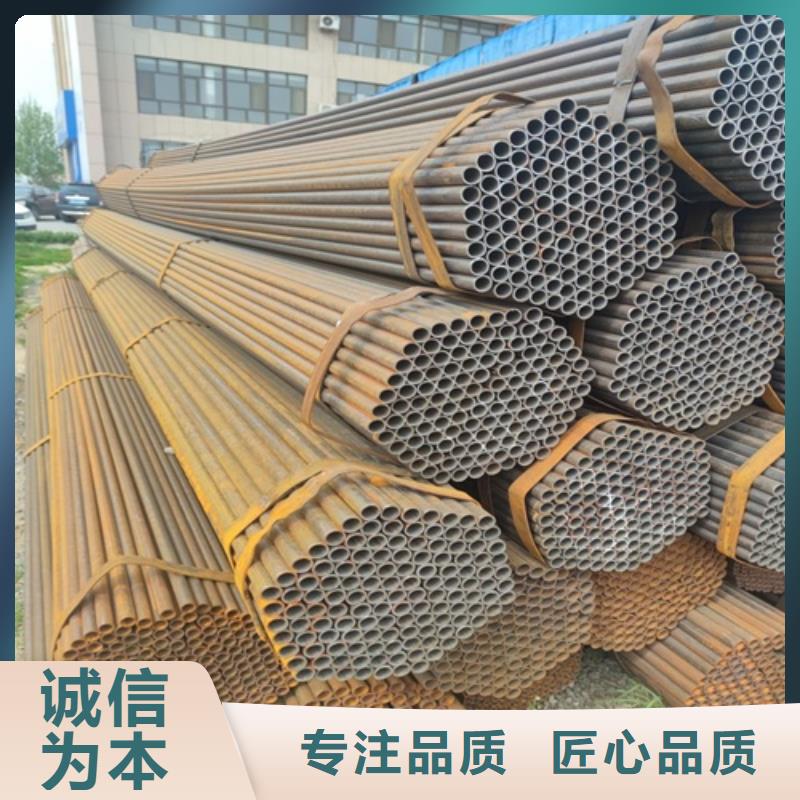
Q345E焊管国标标准 Q345E焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。Q345E焊管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。 较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。 生产流程 Q345E焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。 直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。 补充:Q345E焊管是用带钢焊接的,所以在原来它的地位没无缝管高。 Q345E焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。



不锈钢焊管是一种通过高频焊接技术将一定规格的钢带卷成圆管,然后将圆管挤压成型为钢管。
材质:Q195、Q215、0221、00Cr19Ni11、1Cr18Ni9Ti等
不锈钢焊管特点:
1.耐腐蚀性能强,使用寿命长;
2.内壁光滑、提高输送效率;
3.表面无氧化层、不结垢;
4.重量轻、安装方便。
5.可回收再利用。
不锈钢焊管的分类 按用途分可分为公制电标电焊钢管(GB/T3092-93)、美标管线管(American Pipe Insulator)、德标管线管(DIN17175-79)及日标管线管(JIS B2310)。 公称直径由小到大分为φ159mm的焊接钢管。
按材质和用途不同分有如下若干品种:
1、流体输送用镀锌焊接钢管,
2、低压流体输送用镀锌焊接钢管
3、高压锅炉热交换器用不锈钢无缝钢管
4、化肥设备用高压无缝化合金方
5、石油裂化用无缝方
6、地质钻探及石油钻控专用无缝方
7、金刚石岩芯钻探用无缝方
8、电力建设用的碳钢大口径直缝埋弧焊 管
9、船舶专用材C级
10、冷拔或冷轧精密无缝钢管
11、各种合金薄钢板
12、汽车半轴套管用角钢
13、各种优质钢材
14、轴承钢
15、液压支架油缸
16、钢结构与桥梁工程
17、建筑结构
18、输水管道


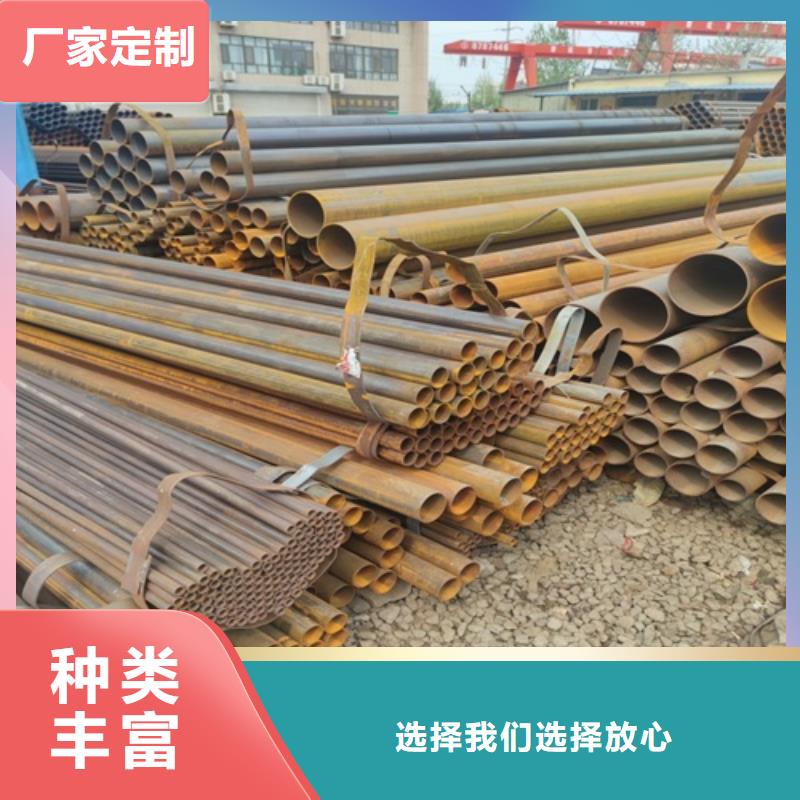
低合金焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。低合金焊管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
较小口径的低合金焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送低合金焊管、低压流体输送用镀锌低合金焊管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。
低合金焊管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为低合金焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。
低合金焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比低合金焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。



