




不容错过的弯管L型弯管源头厂家供应视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:弯管L型弯管源头厂家供应的图文介绍
为全力保障用户权益,航萧管件有限公司(蔚县分公司)设有技术强大的售后服务团队,在全国设有5个授权售后服务站,每个服务站配备2-3名售后工程师随时待命,确保做到2小时内响应,24小时内到达现场,72小时内解决问题,解除您的后顾之忧。
通过十年的快速发展,公司在企业规模、 O型弯管研发实力和市场占有率等方面都颇具实力,是国内高认可度的 O型弯管解决方案提供商。


无缝弯管的用途及其在实际中的应用,在目前的生产中,我们需要注意的是,使用弯管零件很常见,而且现在应用弯管的类型也很多,更常见的还包括直缝弯管及其厚壁弯管、高压弯管及其无缝弯管等,它们的不同特点决定了它们具有不同的性能。 无缝弯管实际上是指一套完整的弯曲模具进行弯曲,就此而言,很大程度上可以分为冷煨和热推两个过程,但是无论什么样的机械设备及其管道,绝大多数都会使用弯管,主要用作输送油、气或其他液体等,并且无缝弯管产量很大,在很大程度上,它将被用作弯管或输送流体的结构部件。 其实要注意的是,无缝弯管会根据用途的不同直接分三类供货,就类别而言,很大程度上是根据化学成分和机械性能来提供的,至于无缝弯管的供应,我们应该注意机械性能。 无缝弯管在实际使用的时候,应用非常广泛,一般用途的无缝弯管也必须由低合金结构钢或合金结构钢、普通碳素结构钢轧制而成,至于这种无缝弯管,产量大,主要用作弯管或输送流体的结构件。 无缝弯管根据用途不同分为三类,根据化学成分和机械性能供货,根据机械性能供货,根据水压试验供货,至于按上述提供的弯管,就直接用来承受液体的压力,另外,要着重注意水压试验这一环节。 使用弯管时,精度是一个重要的地位,它将在很大程度上直接影响弯管的质量。我们在制造弯管时,除了规格和尺寸要求外,还要求用户在操作时根据弯管直径选择响应材料。



航萧管件有限公司(蔚县分公司)占地面积21000平方米,拥有员工374人,其中技术人员86人,工程师21人,技术实力雄厚、经验丰富。在全体员工的努力下,不断创新,同时公司每年投入大量资金引进先进技术及工艺,添置精良加工、检测设备。 O型弯管产品广泛应用于各行业,并获得一致的好评。



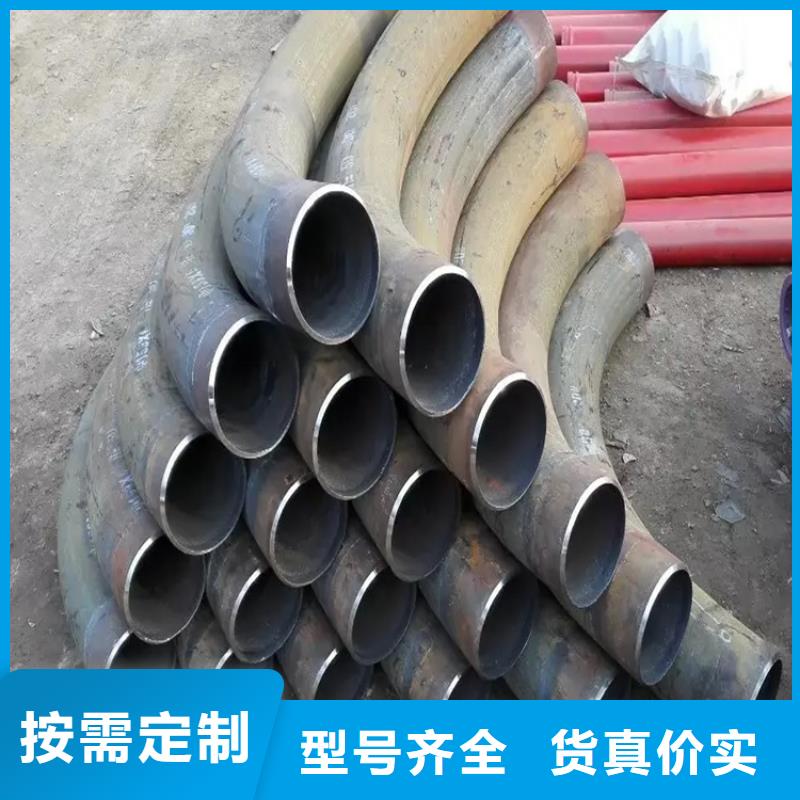
弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部,R高于肘部2倍,r=1~2倍为肘部。 弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。 当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。 外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。


怎样了解弯头加工中对弧度的实际要求。目前在进行弯管加工时是否有弧度的要求,因此在制作它的同时,必须事先了解加工要求,弯管的弧度大小直接决定了此后期的使用,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,为了可以节省管道设备和模具成本,并获得直径大、壁厚相对薄的弯头,弯头空位是平坦或可扩展的曲面。 怎样了解弯头加工中对弧度的实际要求 因此冲裁简单,保证精度,装配焊接方便,大直径弯管成型技术中,合金大直径弯管成型技术的基本过程,首先横切表面的形状变化等,这段时间有很多观察,还了解了弯管加工质量下降的原因和校正方法,为了长期保管,弯头也要按计划进行检查,清洁暴露的加工表面清洁污垢,保管在室内通风良好的地方,严禁堆放或露天存放,弯管的干燥通风通常很好,固定器保持干净整齐,并按照正确的保管方法保管。 安装时将弯头直接安装到管路中,并安装到要使用的位置,通常可以安装在管路中的任何位置,但是弯头在安装时要注意密封,以免发生影响管道正常运行的泄漏,滚弯方法和工作原理基本相同,具有与管横截面外形相匹配的工作表面,折弯时仅变更主滚子和滚子之间的距离即可,以取得各种曲率半径的折弯,此方法尤其适用于曲线环或螺旋线性管件。 此外,为提供管理工具库存的便利,弯管加工厂家可以检测材料厚度的变更,以减少折弯角度过大或不足的零件数,除了工件的折弯成型外,这些功能还会在控制器屏幕上显示零件折弯过程,以防止错误零件成型引起的材料报废。


